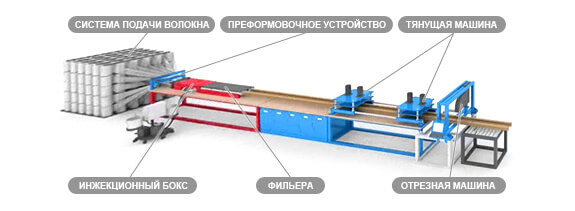
Pultrusion은 러시아 steklokompozita 장비의 공정 생산 기술입니다

Pultrusion은 유리 섬유 프로파일의 연속 생산 기술입니다..
Pultrusion은 가열을 통해 연속 압출하여 GRP 프로파일을 얻는 과정입니다. 130 – 150 폴리 에스테르 수지 또는 기타 열경화성 수지가 함침 된 유리 섬유 재료의 성형 다이에서.
설명:
인발 유리 섬유 프로파일의 연속 생산 기술입니다..
유리 섬유의 광범위한 사용이 제한되었습니다., 대부분 산업 기술이 부족하기 때문에 – 생산 유리 섬유 프로파일의 크기는 필요한 치수 정확도를 가진 복잡한 구성입니다.. 이 문제는 기술 창조로 성공적으로 해결되었습니다. 인발 유리 섬유 프로파일 생산 용, 유리 섬유 철근, 유리 섬유 막대 및 기타 제품.
인발 가열을 통해 연속 압출하여 GRP 프로파일을 얻는 과정입니다. 130 – 150 폴리 에스테르 수지 또는 기타 열경화성 수지가 함침 된 유리 섬유 재료의 성형 다이에서. 릴에서 풀린 유리 플레이크 재료를 건조하고 인발 장치에 공급합니다., 기계 함침, 수지로 적셔. 온도에서 130 – 150 steklovokno와 수지는 매우 튼튼한 소재로 변합니다.. 결과적으로, 출력은 다이 모양을 따르는 강화 유리 섬유 프로파일 구성입니다..
이 기술로, 원하는 속성과 복잡한 모양을 고속으로 유리 섬유 프로파일을 얻을 수 있습니다., 그리고 유리 섬유의 물리적 특성은 다음과 같은 온도에서 변하지 않습니다. 70 ...에 170 S0. 방법 인발 제품은 어떤 프로파일로도 유리 섬유로 만들 수 있습니다. (유리 섬유 막대, 유리 섬유 튜브, 각도, 플레이트, 채널, 상자, 기타). 유리 섬유 프로파일 제조업체, 그래서 특별한 인발 기계.
인발 기술에서 다음 재료: 비닐 에스테르, 에폭시 또는 폴리 에스테르 수지, 및 모든 강화 섬유. 필러는 사용되지 않습니다.
인발 기계의 개략도:
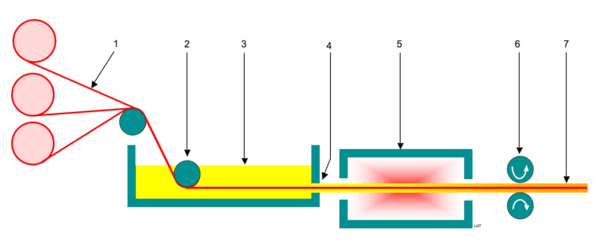
1 – 강화 섬유의 연속 롤 (유리 로빙 또는 유리 매트의 공급 섹션).
2 – 아이들러 풀리.
3 – 함침 용 수지 (함침 섹션, 로빙 또는 유리 매트 폴리 에스테르 수지 또는 기타 열경화성 수지).
4 – 섬유 수지 함침.
5 – 출력 (다이 장착 부분).
6 – 천천히 장치 (풀 유닛).
7 – 완성 된 프로파일 절단 (패널 톱).
인발 기계는 또한 다음을 기반으로 제어 노드를 포함합니다. CNC구성 단위 공급, 제어 장치 가열 집단 그리고 유닛을 당기는 제어 시스템.
기술 pultrusion의 장점:
– 고속 및 대량 생산 (순환),
– 자동화 된 프로세스,
– 저렴한 재료
– 제품의 우수한 구조적 특성 – 제품.
단점:
– 비싼 장비.


