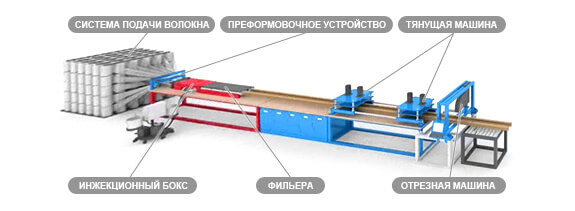
Pultrusionは、ロシアのsteklokompozita機器のプロセス生産技術です。

引抜成形はグラスファイバープロファイルの連続生産技術です.
引抜成形は、加熱してから連続押し出しすることにより、GRPプロファイルを取得するプロセスです。 130 – 150 ポリエステル樹脂または他の熱硬化性樹脂を含浸させたガラス繊維材料の成形ダイから.
説明:
引抜成形 ガラス繊維プロファイルの連続生産技術です.
グラスファイバーの普及は抑制された, 主に大量生産技術の欠如のため – 製造 ガラス繊維プロファイルのは、必要な寸法精度を備えた複雑な構成です. この問題は、の技術の創造によって首尾よく解決されました 引抜成形 ガラス繊維プロファイルの生産のため, グラスファイバー鉄筋, グラスファイバーロッドおよびその他の製品.
引抜成形 は、加熱してから連続押し出しによってGRPプロファイルを取得するプロセスです。 130 – 150 ポリエステル樹脂または他の熱硬化性樹脂を含浸させたガラス繊維材料の成形ダイから. リールから巻き戻され、引抜成形装置に供給されるガラスフレーク材料を乾燥させます, 機械の含浸, 樹脂で濡らしている. の温度の下で 130 – 150 steklovoknoと樹脂で非常に耐久性のある素材になります. 結果として, 出力は、ダイの形状に従う強化ガラス繊維プロファイル構成です。.
この技術で, あなたは高速でグラスファイバープロファイルと望ましい特性と複雑な形状を得ることができます, ガラス繊維の物理的性質はからの温度で変化しません 70 に 170 S0. の方法 引抜成形 製品は任意のプロファイルのグラスファイバーから作ることができます (グラスファイバーロッド, グラスファイバー チューブ, 角度, プレート, チャネル, ボックス, 等). ガラス繊維プロファイルのメーカー, だから特別なを使用して 引抜成形機.
引抜成形の技術では、次の材料: ビニルエステル, エポキシまたはポリエステル樹脂, と補強 ファイバ. フィラーは使用していません.
引抜成形機の概略図:
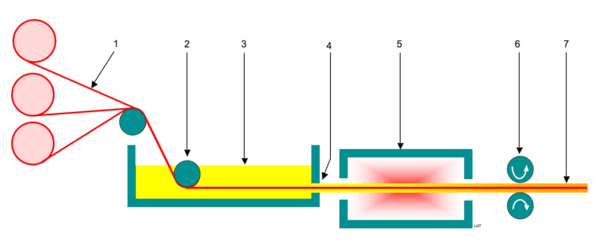
1 –強化繊維の連続ロール (ガラスロービングまたはガラスマットの供給セクション).
2 –アイドラープーリー.
3 –含浸用樹脂 (含浸セクション, ロービングまたはガラスマットポリエステル樹脂または他の熱硬化性樹脂).
4 – ファイバ 樹脂を含浸させた.
5 –出力 (ダイの取り付けのセクション).
6 - スロー 端末 (プルユニット).
7 –完成したプロファイルの切断 (パネルのこぎり).
引抜機には、に基づいて制御ノードも含まれています CNCからなる 単位 供給, コントロールユニットの加熱 要素 ユニットを引っ張る制御システム.
テクノロジープルトルージョンの利点:
–高速で大量生産 (サーキュレーション),
– 自動化されたプロセス,
–安い材料
– 製品の優れた構造特性–製品.
短所:
– 高価な機器.


