A Pultrusion folyamat előállítási technológia Oroszországban a steklokompozita berendezésekben

A Pultrusion az üvegszálas profilok folyamatos gyártási technológiája.
A pultrúzió az a folyamat, amikor a GRP profilokat folyamatos hőkezeléssel állítjuk elő 130 – 150 Poliésztergyantával vagy más hőre keményedő gyantával impregnált üvegszálas anyagból álló formázó szerszámból.
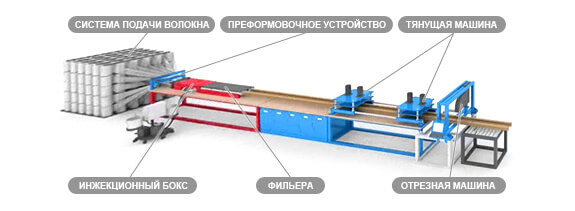
A pultrúziós gép vázlatos rajza
A pultrusion technológia előnyei
Leírás:
Pultrusion az üvegszálas profilok folyamatos gyártási technológiája.
Az üvegszál széles körű használatát visszafogták, többnyire a tömeges ipari technológia hiánya miatt – Termelés Az üvegszálas profil összetett konfigurációjú, a szükséges méretpontossággal. Ezt a problémát sikeresen megoldották a pultrusion üvegszálas profil gyártásához, üvegszálas betonacél, üvegszálas rúd és egyéb termékek.
Pultrusion A GRP profilok folyamatos extrudálással történő előállításának folyamata 130 – 150 Poliésztergyantával vagy más hőre keményedő gyantával impregnált üvegszálas anyagból álló formázó szerszámból. Szárítsuk meg az orsókról letekercselt üvegpelyhet és pultrúziós eszközbe adagoljuk, a gép impregnálása, amelyet gyantával megnedvesítenek. A hőmérséklet alatt 130 – 150 A steklovokno és a gyanta nagyon tartós anyaggá válik. Ennek eredményeként, a kimenet megerősített üvegszálas profil-konfiguráció, amely követi a szerszám alakját.
Ezzel a technológiával, nagy sebességgel kaphat üvegszálas profilt a kívánt tulajdonságokról és összetett formákról, és az üvegszál fizikai tulajdonságai nem változnak a hőmérsékleten 70 nak nek 170 S0. A módszer pultrusion a termékek bármilyen profilú üvegszálból készülhetnek (üvegszálas rúd, üveggyapot cső, szög, tányér, csatorna, doboz, stb.). Üvegszálas profilok gyártója, tehát egy speciális használatával pultrusion gép.
A pultrusion technológiájában a következő anyagok: vinil-észter, epoxi- vagy poliésztergyanta, és minden erősítő rost. A töltőanyagokat nem használják.
A pultrúziós gép vázlatos rajza:
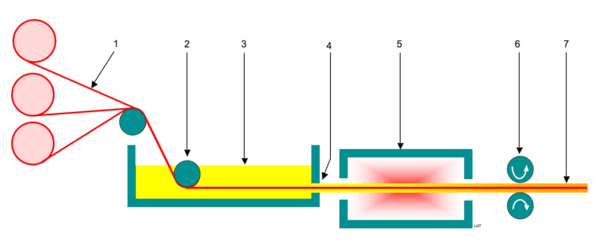
1 - Folyamatos tekercs megerősített szálakból (a szállító rész üveg üvegből vagy üveg Mat).
2 - feszítőgörgő.
3 - Gyanta impregnáláshoz (impregnálás szakasz, a mozgó vagy üveg Mat poliészter gyanta vagy más hőre keményedő gyanta).
4 – Rost gyantával impregnálva.
5 - Kimenet (a szerszám rögzítésének egy része).
6 - Lassan eszköz (húzó egység).
7 - A kész profil levágása (panelfűrészek).
A Pultrusion gép tartalmaz egy vezérlő csomópontot is a CNCa következőket tartalmazza Mértékegység kínálat, vezérlőegység fűtése elemek és egy vezérlő rendszer húzza az egységet.
A technológiai pultrózió előnyei:
- nagy sebesség és tömeggyártás (keringés),
– automatizált folyamat,
- olcsó anyagok
– a termékek - termékek jó szerkezeti tulajdonságai.
Hátrányok:
– drága felszerelés.